Kurzfassung
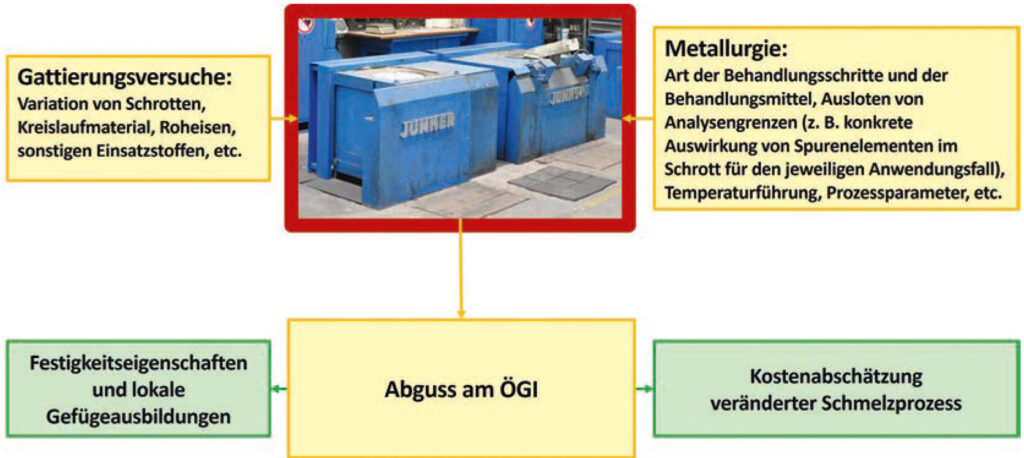
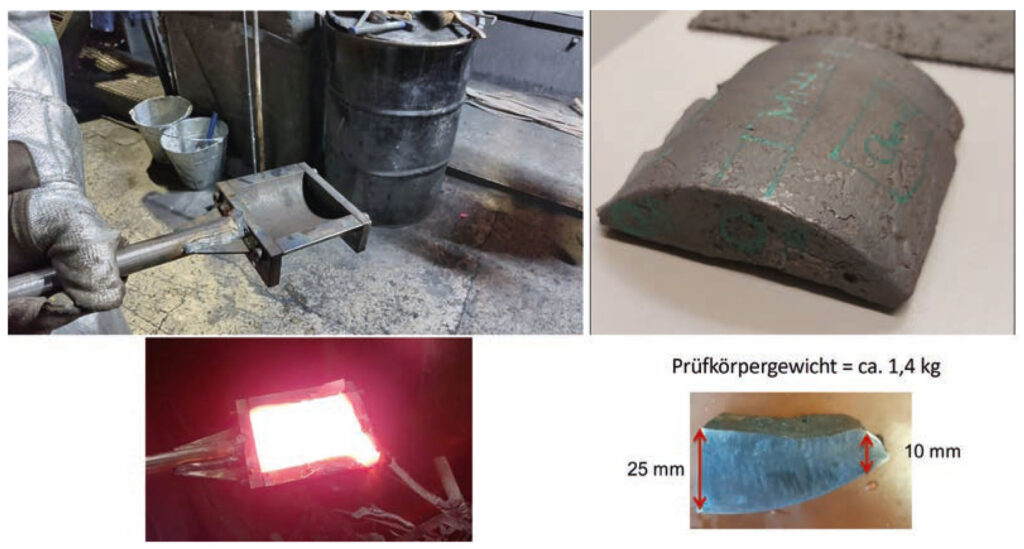
Bei Veränderungen in bestehenden Schmelzprozessen und speziell beim Umstieg von fossil befeuerten Schmelzaggregaten auf das Elektroschmelzen bewirken die geänderten metallurgischen Prozesse veränderte lokale Gefügeausprägungen. Deshalb sollten Änderungen in Gießereiprozessen im Vorfeld genau analysiert und vorbereitet werden, um hohe Ausschussanteile, Unterbrechungen von Lieferketten sowie ökonomische und ökologische Schäden in der Serienproduktion zu vermeiden. Im Rahmen dieser Arbeit werden verschiedene metallurgische Prozesse im Kleinmaßstab am ÖGI mit entsprechenden Prüfeinrichtungen nachgestellt und analysiert, damit diese dann im realen Prozess rasch und effizient umgesetzt werden können.
Damit soll ein wesentlicher Beitrag zur nachhaltigen Reduktion von schädlichen Treibhausgasen bei der Erzeugung von Gussteilen geleistet werden. Dies erfolgt durch die Optimierung von bestehenden Schmelzprozessen in Gießereien, die bereits Induktionsöfen im Schmelzbetrieb betreiben und mit der prozesssicheren Transformation von fossil beheizten Kupolöfen auf das wesentlich umweltfreundlichere Elektroschmelzen.
Einleitung
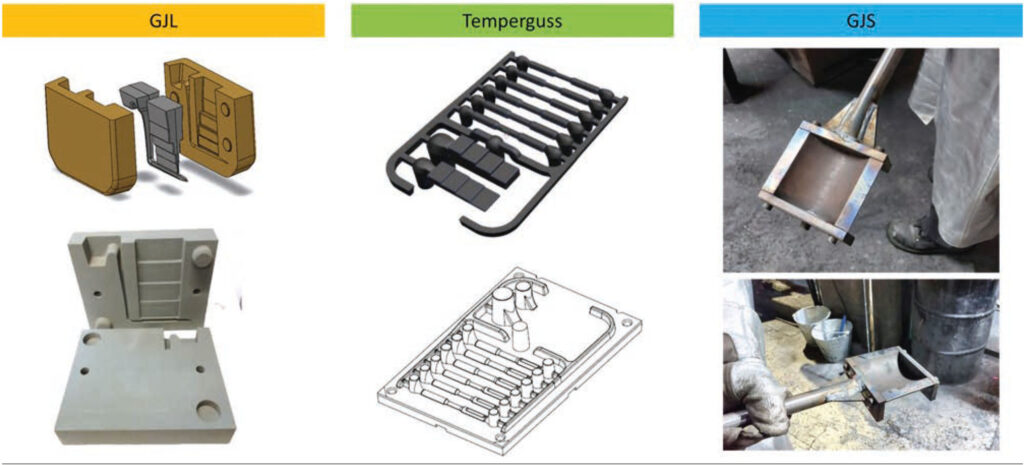
Der Druck zur Reduktion des CO2-Ausstoßes in Gießereien wird durch die Gesetzgebung, durch Kundenforderungen sowie durch wirtschaftliche- und gesellschaftliche Aspekte laufend erhöht. Die im Rahmen des von der FFG geförderten Projektes „CONCAL“ durchgeführten Untersuchungen sollen einen wesentlichen Beitrag zur Optimierung von bestehenden Schmelzprozessen leisten und die notwendigen umfangreicheren Transformationsprozesse unterstützen. Die größten CO2-Emissionen entstehen dabei im Schmelzbetrieb. Hier wird zwar schon lange Schrott als Einsatzstoff zu 100 % nachhaltig wiederverwertet, doch entstehen beim Prozessschritt „Flüssigeisenherstellung“ die höchsten Umweltbelastungen im gesamten Fertigungsprozess. Dieser Effekt ist besonders signifikant, wenn zum Erschmelzen der Einsatzstoffe koksbefeuerte Aggregate, wie der Kupolofen eingesetzt werden. Dieser bestens etablierte Prozess bietet viele Vorteile bezüglich der verwendbaren Schrottsorten, hat aber eine deutlich schlechtere Umweltbilanz als z. B. ein Mittelfrequenz-Induktionsofen, der mit grünem ÖKO-Strom betrieben werden kann. In Bild 1 sind die wesentlichen Unterschiede der beiden Schmelzprozesse zusammengefasst.
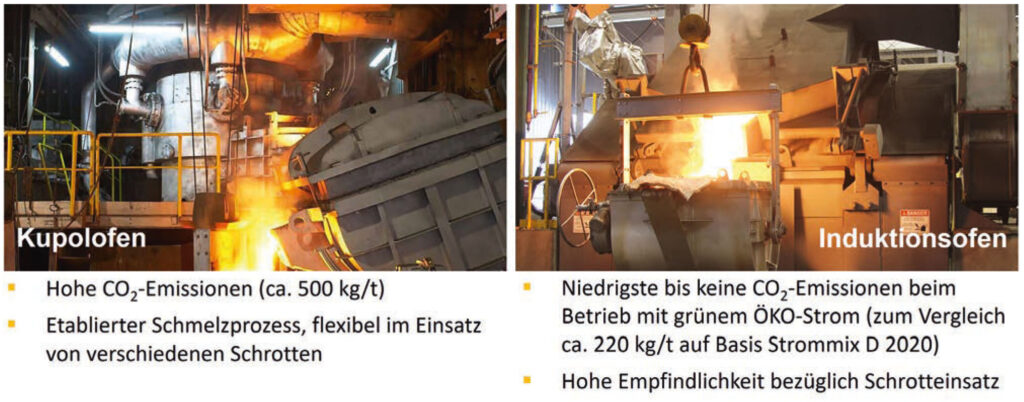
Bild 1: Unterschiede Kupolofen- und Induktionsofenschmelzprozess
Bei Umstellungen der Prozessroute vom Kupolofen auf Elektroschmelzen sind die ablaufenden metallurgischen Prozesse in den beiden Schmelzaggregaten jedoch grundlegend verschieden. Zusätzlich werden die lokalen Gefügeausbildungen und damit die Eigenschaften von Gusslegierungen neben dem Herstellprozess und den damit verbundenen spezifischen Parametern vor allem von Spurenelementen, die sich im recycelten Schrott befinden und die sich immer stärker anreichern, beeinflusst. Ein aktuell sehr großes Problem in der gesamten Eisen- und Stahlindustrie ist die Verfügbarkeit der für den jeweiligen Anwendungsfall entsprechenden Schrottsorten und deren aktueller Marktpreis. Deshalb müssen gravierende Änderungen in den bestehenden Schmelzprozessen vor Umstellungen genau analysiert und vorbereitet werden, um hohe Ausschussanteile, Unterbrechungen von Lieferketten sowie ökonomische und ökologische Schäden zu vermeiden. Mit diesem Projekt wird ein wesentlicher Beitrag zu diesen wichtigen, umweltrelevanten Veränderungsprozessen und somit zur Erreichung der Ziele aus dem European Green Deal und zur Absicherung des Produktions- und Wirtschaftsstandortes Österreich bzw. Europa geleistet.